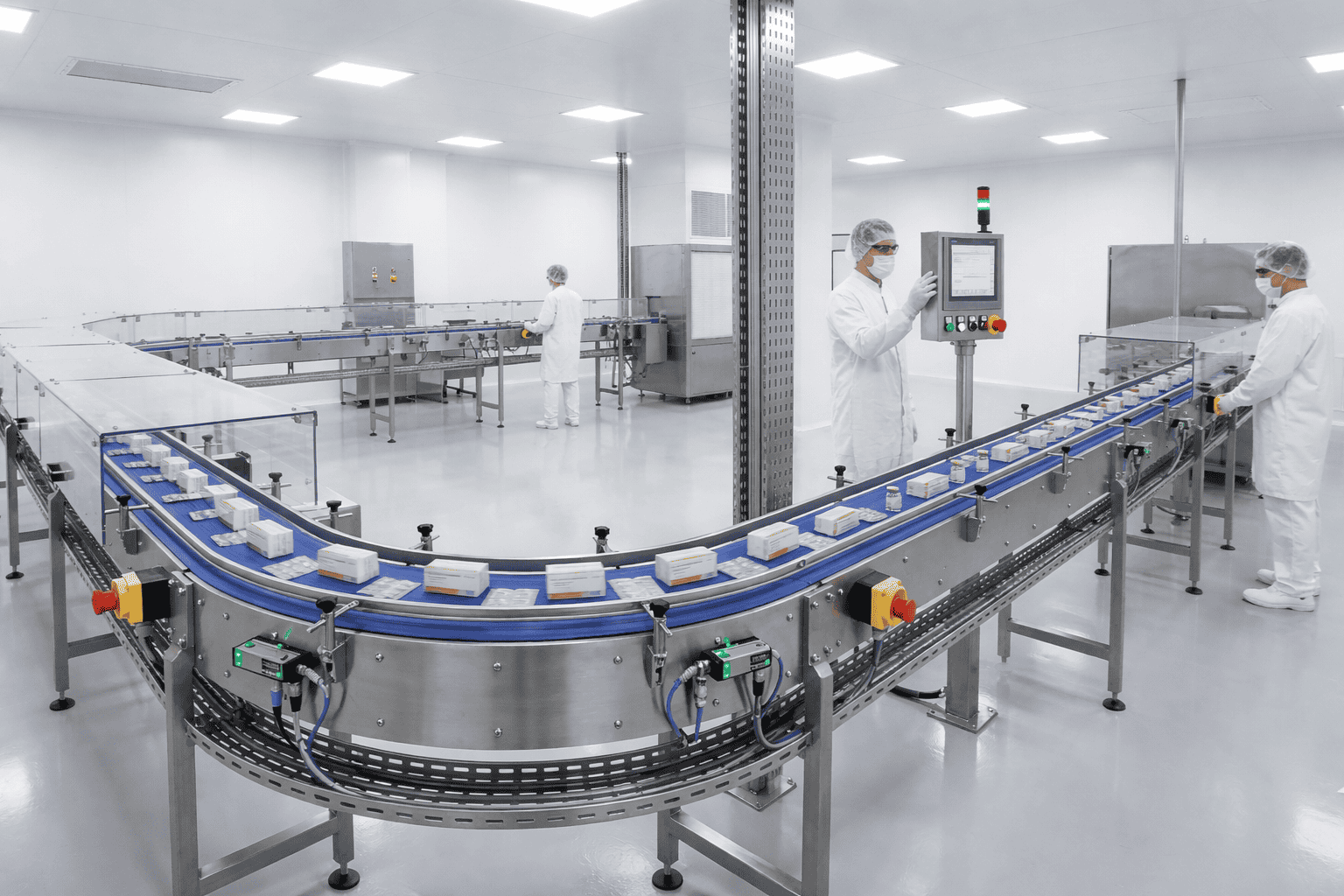
Se a sua empresa busca eficiência e segurança, a esteira transportadora para indústria farmacêutica é essencial para otimizar o transporte de produtos em ambientes controlados.
Nesse sentido, o sistema automatiza o fluxo de materiais, reduz o contato manual e aumenta a confiabilidade dos processos produtivos. Dessa forma, a produção ocorre com mais precisão, rastreabilidade e conformidade com normas regulatórias.
Além disso, a esteira transportadora atende diferentes etapas da indústria farmacêutica, desde a movimentação de embalagens primárias e secundárias até a integração com sistemas automatizados como GMP (Good Manufacturing Practices) e sistemas de controle de qualidade. Assim, a operação mantém padrões elevados de segurança e qualidade.
Da mesma forma, a automação do transporte interno padroniza processos, elimina falhas humanas e melhora o desempenho operacional. Nesse contexto, empresas que adotam esteiras transportadoras sanitárias conseguem garantir ambientes controlados, reduzir riscos de contaminação e aumentar a eficiência produtiva.
Assim, na Rukava, desenvolvemos soluções sob medida para a indústria farmacêutica, considerando layout, tipo de produto, exigências sanitárias e nível de automação. Portanto, entregamos sistemas robustos, confiáveis e preparados para operações críticas e altamente reguladas.
As esteiras transportadoras para indústria farmacêutica são amplamente utilizadas em ambientes produtivos que exigem controle rigoroso, rastreabilidade e alto nível de segurança sanitária.
Nesse sentido, essas soluções atendem diferentes etapas da produção farmacêutica, garantindo eficiência no transporte de medicamentos, insumos e embalagens.
Além disso, empresas adotam esse tipo de sistema quando buscam reduzir o contato manual e aumentar a confiabilidade dos processos. Dessa forma, as esteiras transportadoras se adaptam facilmente a diversas aplicações dentro da indústria farmacêutica, como:
• linhas de produção de medicamentos
• transporte de produtos sólidos, líquidos e embalados
• processos de inspeção e controle de qualidade
• linhas de envase e embalagem farmacêutica
• movimentação entre áreas limpas e controladas
• integração com sistemas de controle e automação
Da mesma forma, a utilização dessas soluções reduz riscos de contaminação, melhora a padronização e aumenta a produtividade. Nesse contexto, as empresas passam a operar com maior controle sanitário e rastreabilidade dos processos.
Assim, investir em uma esteira transportadora para indústria farmacêutica se torna uma decisão estratégica para operações que exigem precisão, conformidade e alta performance. Portanto, empresas que adotam esse sistema elevam o padrão de qualidade e segurança na produção.
A esteira transportadora para indústria farmacêutica oferece diversos benefícios, principalmente quando o objetivo é garantir segurança sanitária, rastreabilidade e eficiência no transporte de medicamentos e insumos.
Nesse sentido, o sistema automatiza a movimentação de produtos, reduz o contato manual e aumenta a confiabilidade dos processos produtivos. Dessa forma, a operação se torna mais segura, controlada e alinhada às exigências regulatórias.
Além disso, a padronização dos processos produtivos farmacêuticos amplia o controle das operações e melhora a previsibilidade. Assim, a empresa reduz falhas, otimiza recursos e mantém um fluxo contínuo dentro de ambientes controlados.
Da mesma forma, o uso de esteiras transportadoras em aço inox se torna essencial para operações que exigem alto nível de higiene, durabilidade e facilidade de limpeza. Nesse contexto, a automação industrial contribui diretamente para a qualidade final dos produtos.
Entre os principais benefícios, destacam-se:
• aumento da produtividade com controle rigoroso
• redução de riscos de contaminação
• padronização dos processos produtivos
• facilidade de limpeza e higienização
• integração com sistemas automatizados
• maior rastreabilidade e controle de qualidade
Além disso, sistemas bem projetados seguem normas como GMP (Good Manufacturing Practices), garantindo conformidade com padrões sanitários e regulatórios exigidos pelo setor farmacêutico.
Assim, empresas que investem em uma esteira transportadora para indústria farmacêutica conseguem operar com mais eficiência, segurança e confiabilidade, elevando o padrão de qualidade da produção.

Sim. Desenvolvemos projetos sob medida para a indústria farmacêutica, considerando o layout da linha de produção, o tipo de medicamento, os requisitos sanitários e o nível de automação necessário. Nesse sentido, a esteira transportadora para indústria farmacêutica se adapta completamente às exigências rigorosas do setor, garantindo eficiência, segurança e controle em todas as etapas do processo.
Além disso, o sistema pode integrar sensores industriais, CLPs (PLC), inversores de frequência e normas sanitárias farmacêuticas, o que aumenta o controle, a rastreabilidade e a confiabilidade operacional. Dessa forma, a automação permite reduzir falhas humanas e manter padrões consistentes de qualidade na produção.
Da mesma forma, a personalização do projeto possibilita a utilização de materiais adequados, como aço inox e correias modulares sanitárias, que facilitam a limpeza e evitam contaminações. Nesse contexto, empresas que adotam soluções sob medida conseguem atender exigências regulatórias com mais eficiência e segurança.
Além disso, um sistema bem dimensionado acompanha o crescimento da produção, melhora o desempenho operacional e aumenta a vida útil do equipamento. Consequentemente, a operação se torna mais previsível, padronizada e alinhada às boas práticas da indústria farmacêutica.
Assim, investir em uma esteira transportadora sob medida para indústria farmacêutica se torna uma decisão estratégica para operações que exigem alta confiabilidade, controle sanitário e desempenho contínuo. Portanto, a adoção de soluções personalizadas permite escalar a produção com eficiência, precisão e conformidade regulatória.
Nesse contexto, optar por uma esteira transportadora personalizada para indústria farmacêutica gera benefícios diretos para a validação de processos produtivos e para a eficiência operacional. Diferente de soluções padronizadas, o sistema atende com precisão às exigências sanitárias e aos critérios rigorosos do setor farmacêutico.
Além disso, entre as principais vantagens, destacam-se:
• maior controle sobre o fluxo de produção
• padronização dos processos farmacêuticos
• redução de riscos de contaminação cruzada
• integração com sistemas de rastreabilidade
• aumento da produtividade com conformidade regulatória
Além disso, os projetos seguem normas rigorosas como as Boas Práticas de Fabricação (GMP) e diretrizes da ANVISA, garantindo segurança, qualidade e conformidade com padrões exigidos por órgãos reguladores. Dessa forma, a operação se mantém dentro dos requisitos legais e sanitários.
Da mesma forma, a personalização permite adaptar a esteira transportadora a diferentes formatos de embalagens, volumes e ritmos produtivos. Nesse sentido, o sistema mantém alta performance mesmo em ambientes críticos e controlados.
Consequentemente, empresas que investem em soluções sob medida conseguem reduzir falhas operacionais, aumentar a eficiência e melhorar o controle de qualidade dos produtos farmacêuticos.
Assim, a adoção de uma esteira transportadora farmacêutica sob medida se torna um diferencial competitivo para operações que exigem precisão, segurança e rastreabilidade. Portanto, investir em tecnologia adequada permite elevar o nível de controle e garantir excelência no processo produtivo.
Nesse contexto, a esteira transportadora para indústria farmacêutica desempenha um papel essencial na movimentação de materiais em ambientes produtivos controlados. Além disso, o sistema automatiza processos, reduz riscos de contaminação e aumenta a eficiência operacional.
Dessa forma, sua aplicação contribui diretamente para a padronização e segurança das operações, atendendo às exigências rigorosas do setor. Assim, empresas conseguem estruturar processos mais organizados, rastreáveis e escaláveis.
Além disso, esse tipo de sistema se adapta a diferentes etapas da produção farmacêutica, destacando-se nas seguintes aplicações:
• movimentação em áreas de produção e salas limpas
• transporte de medicamentos e insumos sensíveis
• linhas de envase e embalagem farmacêutica
• processos de inspeção e controle de qualidade
• integração com sistemas de rastreabilidade farmacêutica
• movimentação segura entre setores produtivos
Da mesma forma, a esteira transportadora pode ser integrada a tecnologias avançadas, como sensores, CLPs (PLC) e sistemas inteligentes. Nesse sentido, a operação passa a contar com maior controle, precisão e monitoramento contínuo.
Além disso, a automação reduz falhas humanas, melhora a repetibilidade dos processos e aumenta a confiabilidade da produção. Consequentemente, empresas elevam seus padrões de qualidade e conformidade regulatória.
Assim, a implementação de esteiras transportadoras para indústria farmacêutica se torna fundamental para operações que exigem eficiência, segurança sanitária e alto nível de controle produtivo.
A esteira transportadora para indústria farmacêutica é um sistema projetado para movimentar medicamentos, insumos e embalagens com segurança, higiene e controle em ambientes produtivos regulados. Além disso, esse tipo de equipamento contribui para a automação, rastreabilidade e padronização dos processos.
As esteiras transportadoras são amplamente utilizadas em linhas de produção de medicamentos, processos de envase e embalagem, áreas de inspeção e controle de qualidade. Dessa forma, também podem atuar no transporte de insumos e na movimentação entre salas limpas, garantindo eficiência e segurança operacional.
Entre os principais benefícios, destacam-se a redução do contato manual, o aumento da produtividade e a melhoria da rastreabilidade. Além disso, o sistema padroniza processos, reduz falhas humanas e aumenta a segurança sanitária, atendendo às exigências do setor.
Sim. A esteira transportadora pode ser desenvolvida sob medida, considerando o layout da linha, o tipo de produto, as exigências sanitárias e o nível de automação necessário. Assim, o sistema se adapta completamente às necessidades do processo produtivo.
Os materiais mais indicados são aço inox e correias modulares sanitárias. Dessa forma, garantem alta resistência, facilidade de limpeza e conformidade com ambientes controlados, reduzindo riscos de contaminação e aumentando a durabilidade do equipamento.
Sim. As esteiras transportadoras podem ser integradas com sensores, CLPs (PLC), inversores de frequência e sistemas de rastreabilidade farmacêutica. Nesse sentido, a operação ganha maior controle, monitoramento contínuo e precisão nos processos.
Sim. Quando bem projetada, a esteira transportadora contribui diretamente para o atendimento de exigências regulatórias. Além disso, melhora a higiene, o controle operacional, a repetibilidade dos processos e a rastreabilidade dos produtos.
Se a sua empresa busca eficiência, segurança sanitária e alto desempenho no transporte de produtos, investir em uma esteira transportadora para indústria farmacêutica é uma decisão estratégica para operações produtivas de alto controle.
Além disso, os projetos são desenvolvidos sob medida, considerando o layout da linha, o tipo de produto e as exigências regulatórias do setor. Dessa forma, o sistema garante maior eficiência, segurança operacional e integração com sistemas de controle de qualidade farmacêutica.
Nesse contexto, um sistema bem dimensionado proporciona maior rastreabilidade, controle e padronização dos processos, especialmente em etapas críticas como envase, inspeção e embalagem. Assim, a operação se torna mais segura, contínua e confiável.
Da mesma forma, a automação do transporte interno reduz falhas humanas, minimiza riscos de contaminação e melhora o desempenho da produção. Consequentemente, a empresa passa a operar com mais previsibilidade e conformidade regulatória.
Além disso, a utilização de tecnologias e materiais adequados contribui para atender normas sanitárias rigorosas, como as diretrizes da ANVISA. Dessa forma, o sistema se mantém alinhado aos requisitos legais e de qualidade exigidos pela indústria farmacêutica.
Portanto, investir em uma solução personalizada permite aumentar a eficiência operacional, reduzir custos e garantir um processo produtivo mais seguro, controlado e escalável.
Juntos vamos planejar o crescimento da sua empresa, com toda a força das nossas máquinas
Nossa equipe entrará em contato com você para criarmos a solução perfeita para sua empresa!
Gerencie abaixo suas preferências de cookies e privacidade.
Essential cookies enable basic functions and are necessary for the proper function of the website.
These cookies are needed for adding comments on this website.
Statistics cookies collect information anonymously. This information helps us understand how visitors use our website.
Google Analytics is a powerful tool that tracks and analyzes website traffic for informed marketing decisions.
Serviço: policies.google.com (opens in a new window)
Marketing cookies are used to follow visitors to websites. The intention is to show ads that are relevant and engaging to the individual user.
Facebook Pixel is a web analytics service that tracks and reports website traffic.
Serviço: www.facebook.com (opens in a new window)